
Setiap proses pengelasan pasti memiliki desain sambungan yang berfungsi untuk mendapatkan hasil sambungan yang baik atau lolos pengujian sesuai standart atau code yang dianut. Oleh karena itu pemilihan jenis sambungan pengelasan sangat penting sebelum melakukan proses pengelasan.
Jenis sambungan pada pengelasan sangat banyak macamnya, mulai dari sambungan Butt Joint atau sambungan tumpul, Sambungan T Joint atau sambungan Fillet, Sambungan sudut atau Corner Joint atau juga sambungan tumpang atau Lap Joint. Jenis-jenis sambungan las tersebut mempunyai tujuan tertentu. Namun sebelum itu Anda harus mengetahui lebih dahulu jenis-jenis gambar sambungan las tersebut.
5 Jenis Sambungan Pengelasan Pada Plat dan Pipa
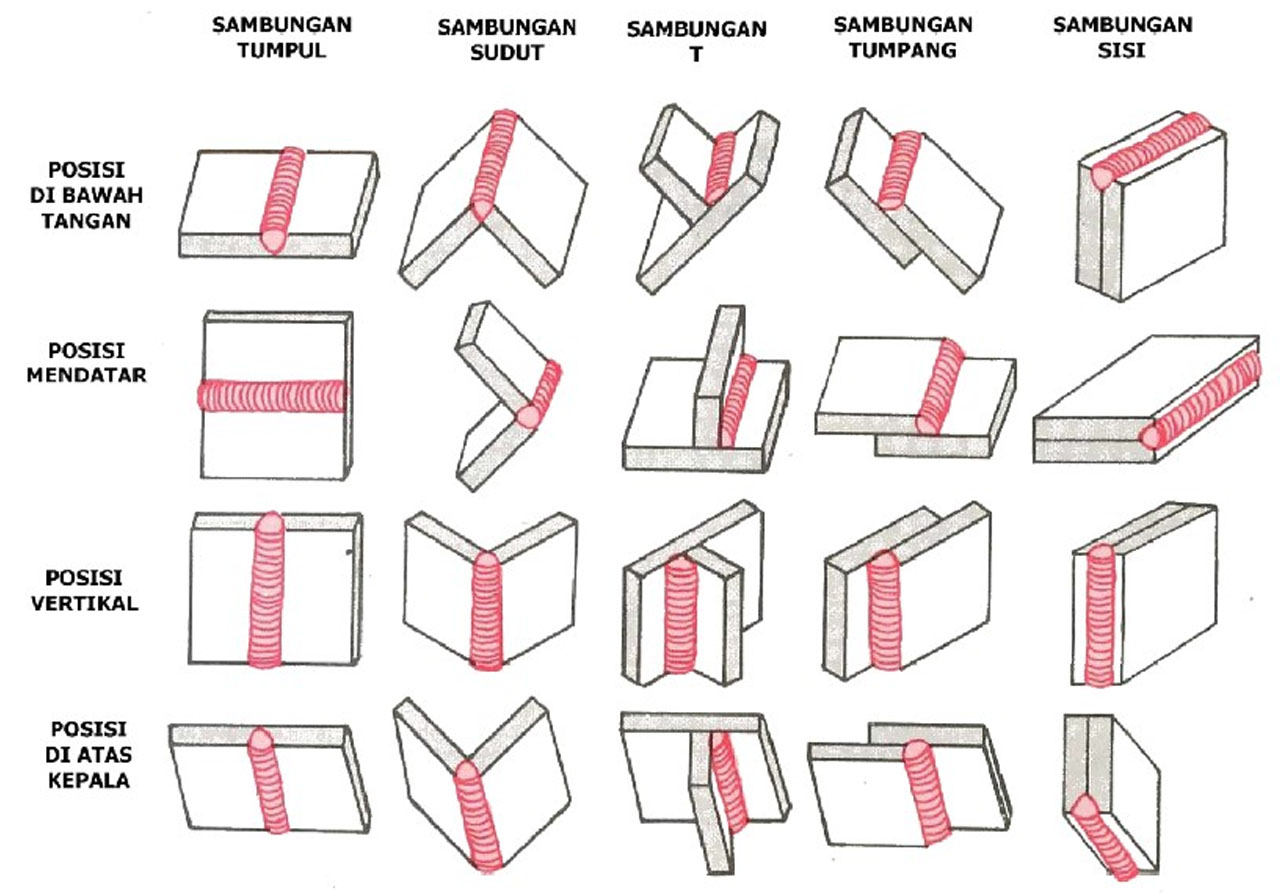
1. Butt Joint (Sambungan Tumpul)
Merupakan sambungan yang dibentuk dengan cara menyatukan ujung pada kedua bagian. Pada sambungan las butt joint, bedua bagian objek yang ingin dilas diletakkan pada bidang yang sama dan saling berdampingan. Secara pengaplikasian, sambungan butt joint ini adalah sambungan yang paling sederhana yang digunakan untuk menyatukan objek las. Butt joint biasanya digunakan pada bahan dengan tebal 3/16 In. Sambungan ini tidak disarankan untuk digunakan pada logam yang bekerja untuk beban tinggi.
2. Corner Joint (Sambungan Sudut)
Corner Joint adalah sambungan yang dibentuk dari dua buah benda kerja / objek dengan cara lasnya membentuk sudut berbentuk huruf “L. Hampir sama dengan Tee Joint, bedanya sambungan ini dibentuk pada ujung objek lainnya.
3. Lap Joint (Sambungan Tumpang)
Adalah sambungan yang terdiri dari dua benda kerja / objek las yang saling bertumpukan (tumpang tindih). Peng-aplikasian sambungan ini biasanya cenderung untuk objek berbentuk plat tipis seperti body kereta. Lap joint bisa di aplikasikan pada salah satu sisi saja atau pada kedua sisi agar kekuatan las lebih baik.
4. Tee Joint (Sambungan T)
Sesuai namanya, T joint adalah jenis sambungan yang berbentuk menyerupai huruf T. Tipe sambungan ini banyak sekali diaplikasikan untuk konstruksi atap, konveyor, dan beberapa jenis konstruksi lainnya. Sambungan T dibuat dengan memotong 2 bagian pada sudut 90° dengan satu bagian yang terletak di tengah bagian lainnya secara tegak lurus yang membentuk huruf T.
5. Edge Joint (Sambungan Sisi)
Edge joint diaplikasikan dengan cara menggabungkan 2 buah objek / benda las yang dibentuk secara paralel. Kedua bagian tersebut juga dapat dibuat sejajar atau memiliki flensing edge.
Tipe Lasan (Weld Type)
Setiap bentuk sambungan dapat dibuat oleh pengelasan. Ada beberapa tipe lasan berdasarkan bentuk geometri sambungan & proses pengelasannya :
1. Pengisian Lasan (Fillet Weld)

a. Pengisian tunggal di dalam untuk corner joint
b. Pengisian tunggal di luar untuk corner joint
c. Pengisian ganda untuk lap joint
d. Pengisian ganda untuk tee joint
2. Alur / Kampuh Las (Groove Weld)

a. Lasan alur persegi, satu sisi
b. Lasan alur tirus tunggal
c. Lasan alur V tunggal
d. Lasan alur U tunggal
e. Lasan alur J tunggal
3. Lasan Plug dan Slot :
Proses ini digunakan untuk penyambungan antar pelat secara mendatar, menggunakan satu atau lebih lubang atau slot pada komponen atas & kemudian mengisinya dengan logam pengisi untuk menggabungkan kedua komponen pelat tersebut.

a. Plug Weld
b. Slot Weld
4. Lasan Spot dan Seam :
Pengelasan titik (spot) adalah jenis pengelasan dari kelompok resistan listrik dengan cara menjepit logam yang akan digabungkan memakai elektroda. Pada proses pengelasan jenis spot, pelat logam ditata dengan posisi saling bertumpuk (lap joint).
Setelah itu, lembaran logam diletakkan di antara dua elektroda tembaga dan dijepit. Elektroda tersebut dialiri listrik untuk menghasilkan panas. Arus listrik yang dialirkan untuk menjalankan pengelasan ini harus kuat. Ada 3 faktor utama yang berperan penting dalam pengelasan titik yaitu durasi atau waktu, kuat arus listrik, dan besarnya tekanan.
Dan untuk las seam (Seam Welding) adalah sejenis dengan spot welding, yang membedakannya pengelasan ini sambungannya secara kontinyu atau memanjang

a. Spot Weld
b. Seam Weld
5. Lasan Flensa (flange) dan Permukaan (Surfacing) :
Flange weld umumnya digunakan untuk pelat lembaran atau pelat tipis. Surfacing weld adalah proses deposit logam pengisi pada permukaan material/komponen dasar. Tujuannya untuk mempertebal bagian dari material dasar sehigga bagian tersebut dapat digunakan sebagai tumpuan pelat/pelindung yang disusun di atasnya, atau sebagai pembatas proses pelapisan (coating) pada permukaan material dasar tersebut.

b. Surfacing Weld
Ok
Bagus artikelnya